



Rolamento de esferasTolerâncias explicadas
Você entende as tolerâncias dos rolamentos e o que elas realmente significam?Se não, você não está sozinho.Estes são frequentemente citados, mas muitas vezes sem qualquer compreensão real do que eles significam.Sites com explicações simples sobre tolerâncias de rolamentos são extremamente raros, então decidimos preencher a lacuna.Então, se você quer saber o que significam “Desvio médio do furo” e “variação do furo único”?Continue lendo, pois esperamos tornar isso muito mais claro.
Desvio
Isso determina o quão longe da dimensão nominal, a medição real pode estar.A dimensão nominal é aquela mostrada no catálogo do fabricante, por exemplo, 6200 tem um diâmetro nominal de 10 mm, 688 tem um diâmetro nominal de 8 mm, etc. Limites no desvio máximo dessas dimensões são extremamente importantes.Sem padrões internacionais de tolerância para rolamentos (ISO e AFBMA), caberia a cada fabricante individualmente.Isso pode significar que você pede um rolamento 688 (furo de 8 mm) apenas para descobrir que ele tem furo de 7 mm e não se encaixa no eixo.As tolerâncias de desvio geralmente permitem que o furo ou o diâmetro externo sejam menores, mas não maiores do que a dimensão nominal.
Diâmetro Médio/Desvio OD
… ou desvio do diâmetro médio do furo de plano único.Esta é uma tolerância importante quando se procura encaixar de perto o anel interno e o eixo ou o anel externo e o alojamento.Primeiro você precisa entender que um rolamento não é redondo.Claro que não está muito longe, mas quando você começa a medir em mícrons (milésimos de milímetro), percebe que as medidas variam.Vamos pegar o furo de um rolamento 688 (8 x 16 x 5mm) como exemplo.Dependendo de onde no anel interno você faz sua medição, você pode obter uma leitura de qualquer lugar, digamos, entre 8 mm e 7,991 mm, então qual é o tamanho do furo?É aqui que entra o desvio médio. Isso envolve fazer várias medições em um único plano radial (vamos chegar a isso em um minuto) através do furo ou OD para calcular a média do diâmetro desse anel.
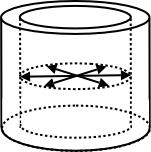
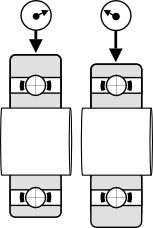
Este desenho representa um anel de rolamento interno.As setas representam várias medições feitas ao longo do furo em diferentes direções para ajudar a descobrir o tamanho médio.Este conjunto de medições foi feito corretamente em um único plano radial, ou seja, no mesmo ponto ao longo do comprimento do furo.Os conjuntos de medições também devem ser feitos em diferentes planos radiais para garantir que o furo esteja dentro das tolerâncias ao longo de seu comprimento.O mesmo se aplica às medições do anel externo.

Este diagrama mostra como NÃO fazer isso.Cada medição foi feita em um ponto diferente ao longo do comprimento do anel de rolamento, ou seja, cada medição foi feita em um plano radial diferente.
Muito simplesmente, o tamanho médio do furo é calculado da seguinte forma:
Isso é muito mais útil ao calcular a tolerância do eixo do que uma única medição de furo que pode ser enganosa.
Digamos que uma tolerância média de desvio do furo para um rolamento P0 seja +0/-
Desvio de largura
… ou desvio da largura do anel interno ou externo em relação à dimensão nominal.Não é necessária muita explicação aqui.Assim como nas dimensões do furo e do diâmetro externo, a largura deve ser controlada dentro de certas tolerâncias.Como a largura geralmente é menos crítica, as tolerâncias são mais amplas do que para o furo do rolamento ou o diâmetro externo.Um desvio de largura de +0/-
Variação
As tolerâncias de variação garantem a redondeza.Neste desenho de um mal

Variação de furo único/OD
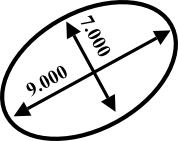
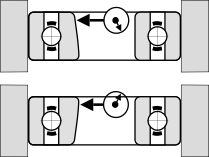
…ou mais precisamente, Variação do diâmetro do furo/OD em um único plano radial (é claro, agora você sabe tudo sobre planos radiais únicos!).Observe o diagrama à esquerda onde as medidas do furo estão entre 8.000mm e 7.996mm.A diferença entre o maior e o menor é de 0,004 mm, portanto, a variação do diâmetro do furo neste único plano radial é de 0,004 mm ou 4 mícrons.

Variação do diâmetro médio do furo/OD
Ok, graças ao desvio médio de furo/OD e variação de furo único/OD, estamos felizes que nosso rolamento esteja próximo o suficiente do tamanho correto e seja redondo o suficiente, mas e se houver muito conicidade no furo ou OD conforme o diagrama à direita (sim, é muito exagerado!).É por isso que também temos limites de diâmetro médio e variação de diâmetro externo.

Para obter a variação do diâmetro médio ou diâmetro externo, registramos o diâmetro médio ou diâmetro externo em diferentes planos radiais e depois verificamos a diferença entre o maior e o menor.Suponha que à esquerda aqui, o conjunto superior de medições forneça um diâmetro médio de 7,999 mm, o meio seja 7,997 mm e o inferior seja 7,994 mm.Afaste o menor do maior (7,999 –
Variação de largura
Novamente, muito direto.Vamos supor que, para um rolamento específico, a variação de largura permitida seja de 15 mícrons.Se você medir a largura do anel interno ou externo em vários pontos diferentes, a maior medida não deve ser mais de 15 mícrons maior que a menor medida.
Exaustão Radial

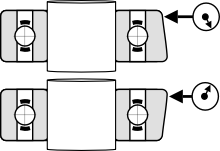
…do anel interno/externo do rolamento montado é outro aspecto importante das tolerâncias do rolamento.Suponha que o desvio médio tanto para o anel interno quanto para o anel externo esteja dentro dos limites e a redondeza esteja dentro da variação permitida, certamente é tudo com o que precisamos nos preocupar?Veja este diagrama de um anel interno de rolamento.O desvio do furo está OK e a variação do furo também, mas observe como a largura do anel varia.Como todo o resto, a largura do anel não é exatamente a mesma em todos os pontos ao redor da circunferência, mas as tolerâncias de excentricidade radial determinam o quanto isso pode variar.
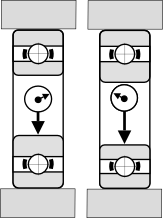
Exaustão do anel interno
… é testado medindo todos os pontos em um círculo do anel interno durante uma revolução enquanto o anel externo está estacionário e tirando a menor medida da maior.Esses valores de excentricidade radial fornecidos nas tabelas de tolerância mostram a variação máxima permitida.A diferença na espessura do anel aqui é exagerada para ilustrar o ponto mais claramente.
Exaustão do anel externo
é testado medindo todos os pontos em um círculo do anel externo durante uma revolução enquanto o anel interno está parado e tirando a menor medida da maior.
Exaustão/furo de face
Essa tolerância garante que a superfície do anel interno do rolamento esteja perto o suficiente de um ângulo reto com a face do anel interno.Os valores de tolerância para excentricidade/furo da face são fornecidos apenas para rolamentos das classes de precisão P5 e P4.Todos os pontos em um círculo do furo do anel interno próximo à face são medidos durante uma revolução enquanto o anel externo está estacionário.O rolamento é então virado e o outro lado do furo é verificado.Tire a maior medida da menor para obter a tolerância de excentricidade da face/furo.
Exaustão/OD da Face
… ou variação da inclinação da geratriz da superfície externa com face.Essa tolerância garante que a superfície do anel externo do rolamento esteja perto o suficiente de um ângulo reto com a face do anel externo.Os valores de tolerância para excentricidade da face/OD são fornecidos para as classes de precisão P5 e P4.Todos os pontos em um círculo do furo do anel externo próximo à face são medidos durante uma revolução enquanto o anel interno está parado.O rolamento é então virado e o outro lado do anel externo é verificado.Tire a maior medida da menor para obter a tolerância de excentricidade da face/diâmetro externo.
Face Runout/Raceway são muito semelhantes, mas, em vez disso, compare a inclinação da superfície da pista do anel interno ou externo com a face do anel interno ou externo.
Hora da postagem: Jun-04-2021